
A Tour of the Kansas City Works
The Kansas City works was the last remaining manufacturing home of the 300B before Western Electric became a privately owned company in 1995. In this narrative-style timeline, you’ll see Western Electric line operators manufacture a 300B step-by-step. Today’s manufacturing facility, the Rossville Works, is filled with much of the same machinery documented in these photographs.

It starts here. This selection of vellum drawings date back to the late 1930's when Western Electric engineers still manufactured the 300A, predecessor to the 300B.

Today, many processes remain the same while many others have been updated. All parts are cleaned, heat treated and stored until needed. Deionized water is used in cases where low conductivity water is needed for cleaning.

Some parts require cleaning at very high temperatures in hydrogen atmosphere furnaces.

The assembly process can now begin. The grid is formed using a custom lathe built in 1943. It was designed by RCA for Western Electric and is used to this day.

The grid is cut into three separate grids.

Each grid is hand-inspected. Immense experience is necessary for precise and reliable grids. The man operating this grid machine has over 30 years of expertise.

Each glass part is made on location. In this image, we see tubing being extruded into the flare machine. The glass is heated to melting point and the machine spins the flare out. This flare, along with the stem and other glass parts like the tubulation will eventually become the base of the tube mount.

Most of the metal parts are welded to the stem. A customized tweezer weld is used to do this.

Now we are ready to form the mount. The mount is the functional part of the tube, or, the electronics of the tube. Here we see a skilled, longtime Western Electric line operator begin assembly of the mount. The first step is to add the bottom mica.

Filament production is a very special and secretive process that gives Western Electric tubes their long life and reliability. The filament itself is coated with a proprietary chemical via a special system and taken up onto a large reel (no photography is distributed). The filament is then welded to the stem. Next, the grid is carefully tack welded into place. The plate is gently positioned over it and welded into place.

The top mica is placed and the final welds are made.

A completed mount that is ready to be placed into mount trays.

Completed mounts are placed into trays and stored until they are ready to be joined with the envelope.

The mount and glass envelope (bulb) are joined together on a special machine to form an un-evacuated tube. In this image we see Charles Whitener, Western Electric CEO, assisting.
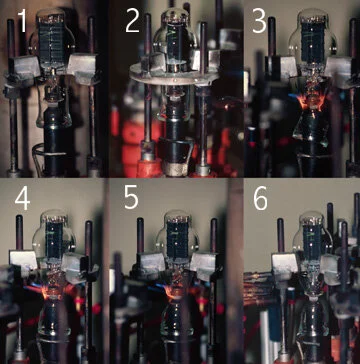
Art meets science. With the machine running, the glass envelope is rested precisely over the mount. The mount and glass envelope are continually spun and the glass parts begin to melt, forming a seal. Frames 1 through 6 show the glass as it slowly melts, with the bottom portion of the bulb dropping off. The excess glass is discarded.

The un-evacuated tubes are placed into proprietary induction furnaces to heat the internal parts to several hundred degrees. This is in order to evacuate all gas from the glass envelope. As the vacuum is being pulled, the tube is “tipped-off,” meaning the straw-like tubulation is fused together to form a permanent vacuum seal. Western Electric vacuum pump technology is far superior to other manufacturers producing replica 300Bs. During the same evacuation process, the filament is activated so that it may begin to emit electrons.

Evacuated tubes are then "flashed". This is an induction process by which intense RF is run through copper coils around the tube. The getter ring is excited, coating a portion the glass envelope’s interior to form the silver getter.

Bases, printed in-house with our wordmark logo and date code, are pre-glued and readied for insertion of the lead wires that exit the sealed glass envelope. This process forms the base + envelope shape known worldwide as the 300B.

The wire leads from the tube are threaded through the base to the appropriate pins and trimmed. The glue is cured, forming a tight bond between the base and glass envelope.

Solder is applied to the exposed lead wires and pins to make the electrical connections secure.

A long-time Western Electric employee performs visual inspection before the aging process. If there are any visual faults whatsoever, the tube is rejected.

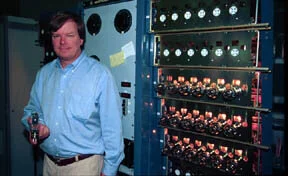
To age the filament and continue its activation, batches of tubes are placed on aging racks. Filaments are brought to various voltages and B+ voltage is applied to the anode (plate).

The load lamps installed behind each tube on the aging rack indicate tube health. If a lamp is dim or fails to illuminate, the tube is rejected. After the nine-hour aging process is completed, tubes undergo a series of pass-fail testing on proprietary equipment. Once quality testing is complete, the tube is assigned a serial number, packaged, and prepared for shipment.
Today, Western Electric employees work smarter and safer, resulting in a more consistent product. The goal of Western Electric staff at the Kansas City Works is the same at the Rossville Works—maintaining a tradition of quality and excellence in vacuum tube manufacturing.